Servizio Odm
Fornitore di cerchi in lega personalizzati JWHEEL specializzato nella produzione di cerchi in lega AL da 20 anni.
linguaggio
Fornitore di cerchi in lega personalizzati JWHEEL specializzato nella produzione di cerchi in lega AL da 20 anni.
Linea di produzione di rivestimenti per ruote in alluminio per autoveicoli
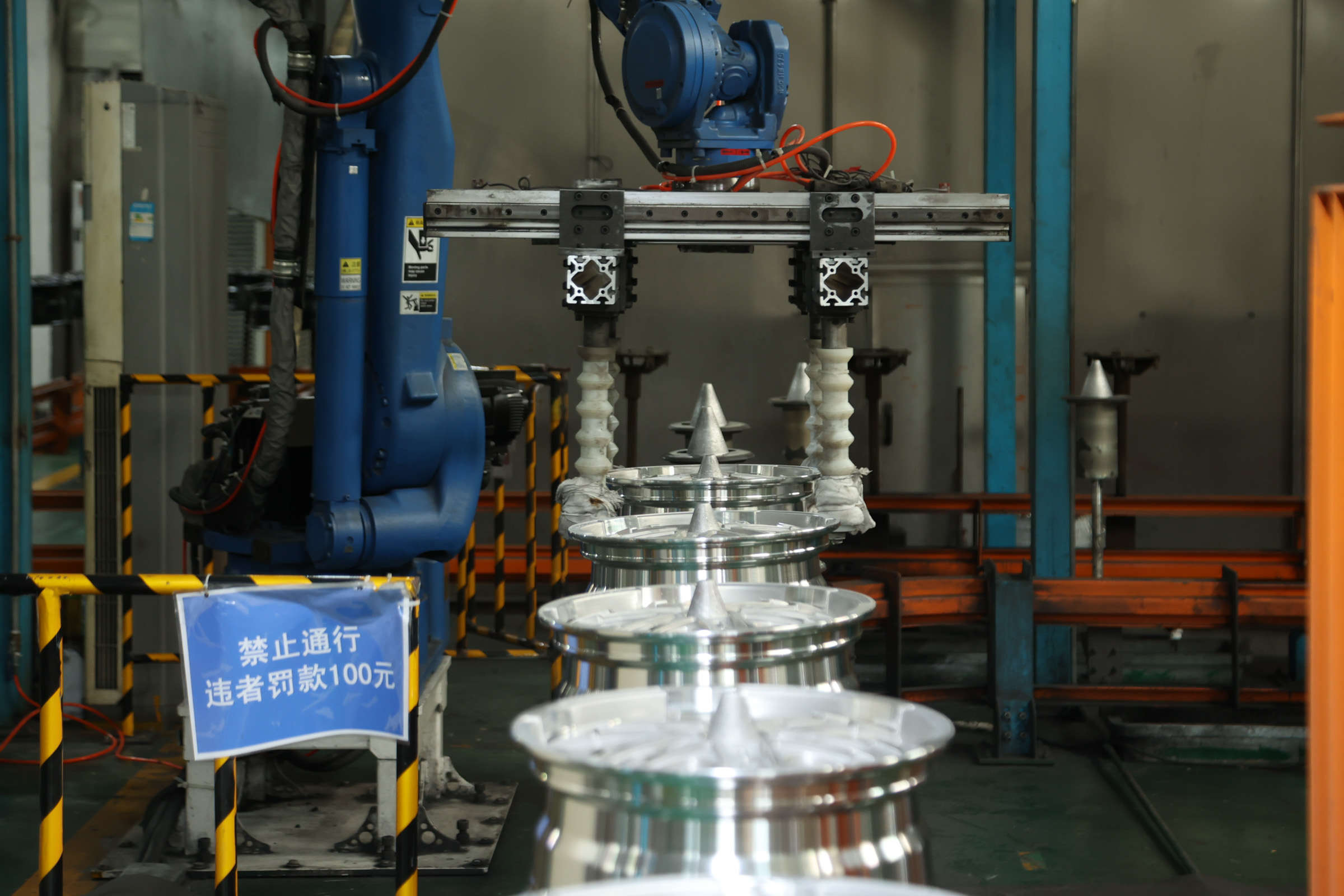
1. Processo di pretrattamento della linea di produzione di rivestimenti per ruote in lega di alluminio per autoveicoli
Il processo di pretrattamento è il processo di trattamento del film di passivazione per i cerchi in lega di alluminio trattati nel processo di rivestimento. Secondo la generazione del film di trattamento di passivazione, può mantenere il cerchione dall'inquinamento ambientale come suolo e acque reflue nella guida dell'auto, prevenire la lisciviazione causata dall'inquinamento ambientale stradale che tocca a lungo il mozzo della ruota in lega di alluminio nel guida e migliorare la durata del mozzo della ruota in lega di alluminio dell'auto. Quando si esegue la tecnologia di elaborazione del trattamento di preparazione dei cerchi in lega di alluminio, viene selezionato il tipo generale di macchina e attrezzatura ad autoiniezione. Studiando le informazioni passate e le applicazioni pratiche, l'autore ha scoperto che il pretrattamento delle ruote in alluminio per autoveicoli mediante apparecchiature di tipo spray può garantire che le ruote in lega di alluminio possano formare un film di passivazione completo in modo più esteso rispetto ad altre apparecchiature di pretrattamento.
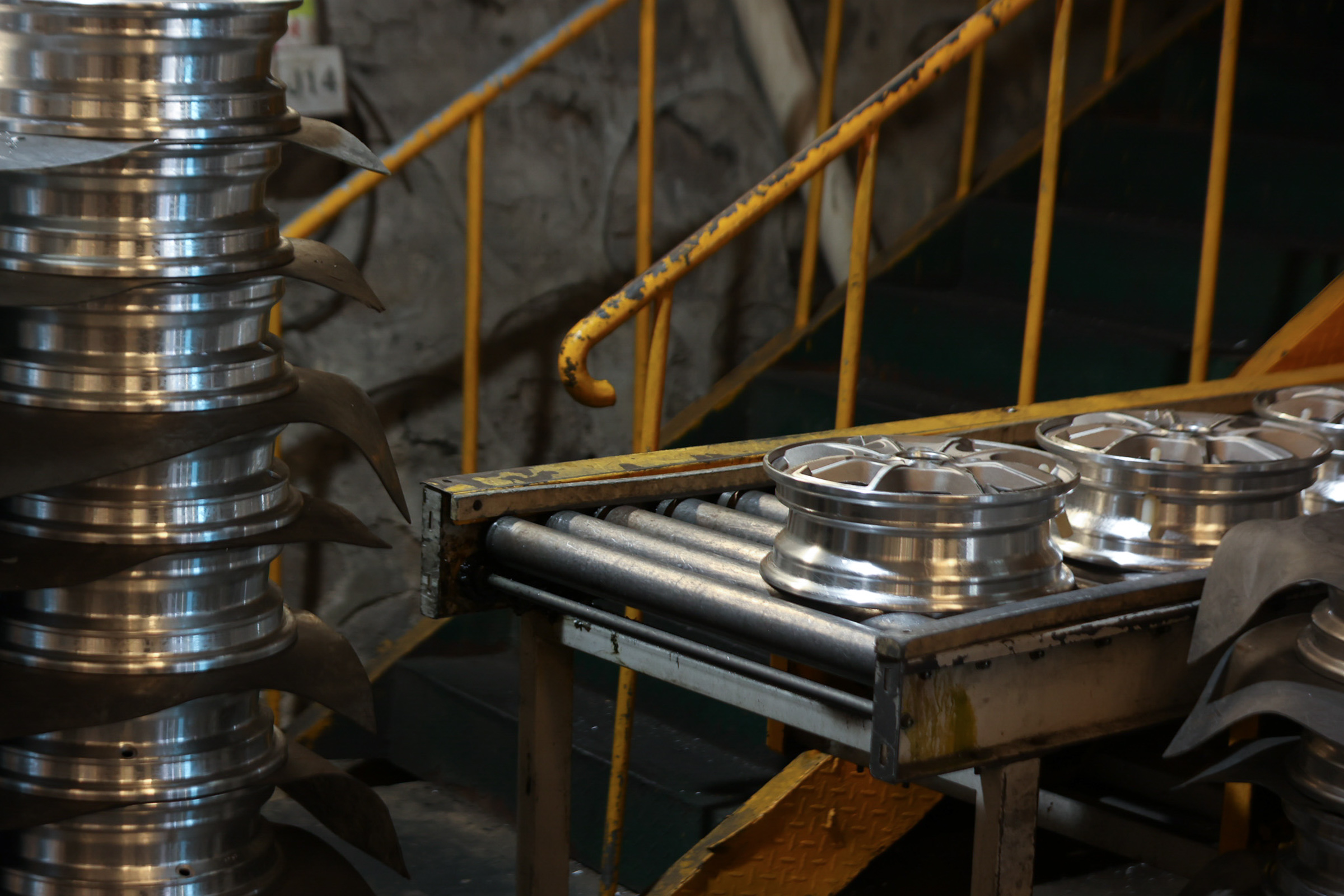
2 、 Processo di rettifica della linea di produzione di rivestimenti per ruote in lega di alluminio per autoveicoli
Attualmente, l'attrezzatura per la rettifica di ruote in lega di alluminio per automobili comunemente utilizzata comprende principalmente smerigliatrice angolare, smerigliatrice per superfici, smerigliatrice pneumatica, ecc. Quando si rettificano le ruote per autoveicoli, è necessario scegliere l'attrezzatura di rettifica appropriata per la rettifica in base alla situazione reale delle ruote. Per la forma irregolare delle ruote in alluminio e delle apparecchiature meccaniche con scanalature dei tubi, la rettificatrice piana può essere utilizzata per risolvere il piano di rettifica, la rettificatrice angolare può essere utilizzata per risolvere le parti con scanalature dei tubi di grandi dimensioni e la testa pneumatica può essere utilizzata come apparecchiatura di elaborazione per risolvere le piccole scanalature dei tubi. Dopo aver effettuato il trattamento di carteggiatura, i rifiuti prodotti sono facili da ferire l'operatore, mentre la gamma richiesta per le attrezzature di levigatura è molto più ampia.
Indossando gli opportuni indumenti protettivi, ci sono anche aziende che hanno la necessità di allestire apposite smerigliatrici. Prima della molatura, è necessario ispezionare accuratamente le mole, determinare la posizione esatta e il grado di molatura e redigere un piano di costruzione appropriato per la molatura. Al termine della rettifica, sono necessarie l'ispezione e la lavorazione secondaria delle ruote in alluminio per autoveicoli per garantire la qualità dell'attrezzatura lucidata, migliorare l'aspetto estetico e confermare che non vi siano scanalature e sporgenze prima del processo di verniciatura.
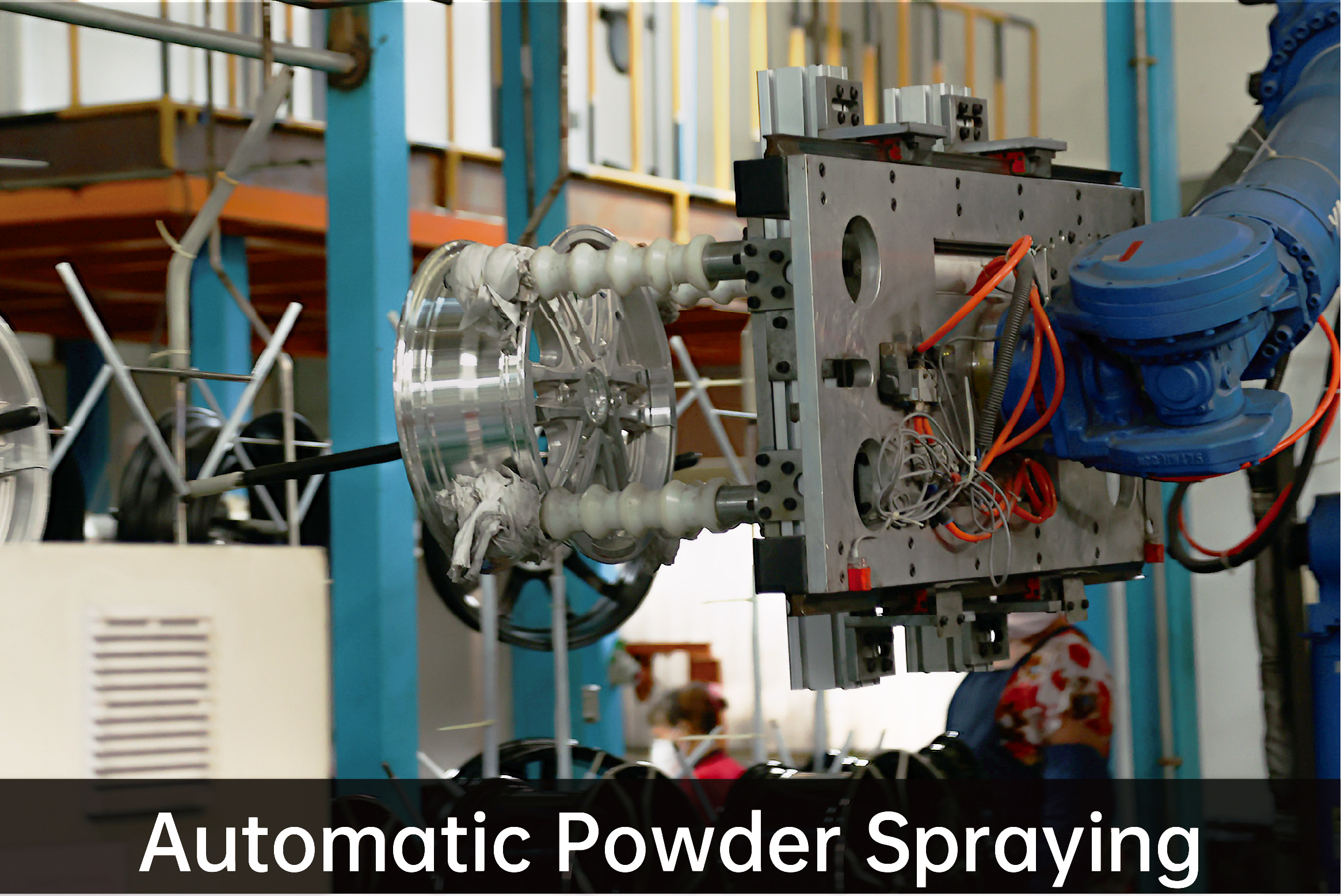
3 、 Processo di spruzzatura della polvere della linea di rivestimento dei cerchi in lega di alluminio per autoveicoli
Dopo il processo di pretrattamento e rettifica, è necessario effettuare il trattamento di verniciatura a polvere sulle ruote dell'auto. Il processo formale iniziale del processo di rivestimento delle ruote in lega di alluminio è che, eseguendo un'operazione di verniciatura a polvere sui cerchi in lega di alluminio per autoveicoli, è possibile produrre una copertura piana spruzzando vernice sulle ruote per autoveicoli finite e allo stesso tempo , lo spessore della polvere spray viene solitamente scelto per essere 100 μm durante l'esecuzione del trattamento di verniciatura a polvere, che può migliorare la ruota Può migliorare l'estetica e la resistenza alla corrosione delle ruote, soddisfare efficacemente gli attuali requisiti delle ruote per la guida, migliorare il vita delle ruote, e realizzare la garanzia di base della sicurezza della vita del conducente.
Dopo l'operazione di verniciatura a polvere dei cerchi in lega di alluminio, la verniciatura a polvere può rivedere i difetti esistenti sulla superficie delle ruote e gettare solide basi per la prossima tecnologia di rivestimento. Allo stato attuale, i produttori di componenti per auto hanno realizzato la produzione in catena di montaggio della tecnologia di spruzzatura della polvere. La linea di produzione specifica comprende il sistema di energia termica, il forno di polimerizzazione, il trasportatore a catena, l'attrezzatura per il riciclaggio dei rifiuti di produzione, l'officina di sabbiatura e la pistola di sabbiatura. Attraverso la suddetta elaborazione automatizzata di sabbiatura, è possibile ridurre significativamente l'investimento in risorse umane durante l'operazione di sabbiatura, migliorare la sicurezza della lavorazione di sabbiatura.
4 、 Processo di spruzzatura della linea di produzione di rivestimenti per ruote in lega di alluminio per autoveicoli
La tecnologia di verniciatura è l'ultimo processo della tecnologia della linea di produzione del rivestimento delle ruote in alluminio per autoveicoli. Dipingendo le ruote automobilistiche, non solo può migliorare l'aspetto estetico dell'auto, ma anche rafforzare ulteriormente l'abilità anticorrosione e l'abilità anti-lapidazione delle ruote automobilistiche. Esistono due tipi di pitture e vernici comunemente utilizzate per eseguire il trattamento di rivestimento. L'ambiente operativo delle ruote in alluminio non è buono, e quando viene eseguito il processo di verniciatura, nella linea di trattamento delle ruote vengono solitamente riservate tre sale di verniciatura in modo che le ruote automobilistiche possano essere adeguatamente verniciate e trattate.
Nel frattempo, al fine di migliorare la qualità della verniciatura delle ruote in alluminio per autoveicoli dopo il trattamento di verniciatura, la pittura acrilica viene solitamente scelta per trattare le ruote per autoveicoli. Trattando la vernice colorata e la vernice con vernice acrilica da forno, può eliminare efficacemente la situazione di differenza di colore nella verniciatura della ruota. Esistono due tipi principali di tecnologia di verniciatura: verniciatura manuale e verniciatura automatica. La verniciatura manuale richiede un alto livello di abilità dell'operatore. Per l'operazione di verniciatura manuale, l'operatore deve avere un'esperienza di verniciatura sufficiente per garantire che la superficie del cerchio in lega di alluminio sia verniciata in modo uniforme e abbia un aspetto piatto dopo il trattamento di verniciatura.

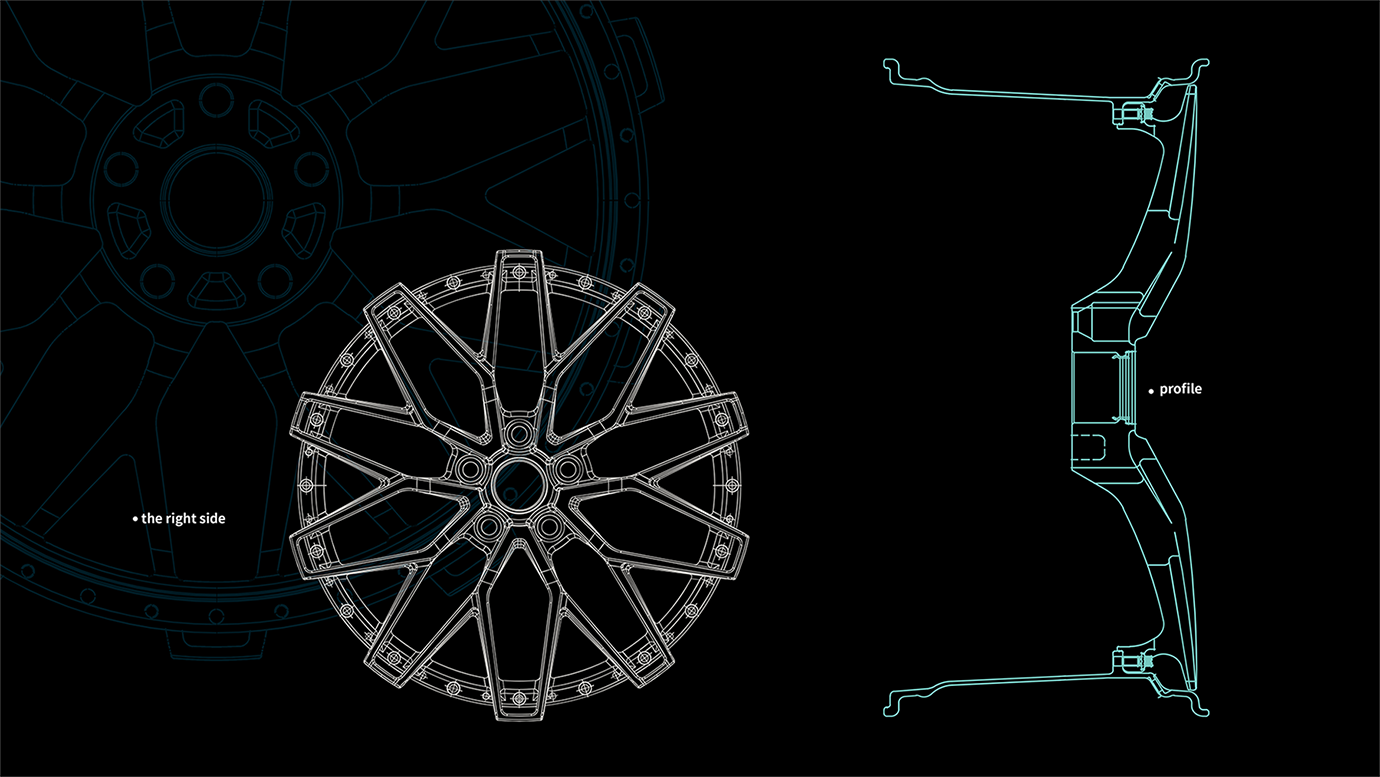
L'ET value è il valore di Offset, la deviazione della superficie di montaggio della ruota dalla linea centrale del cerchione. L'offset è definito come la distanza tra la superficie di montaggio del cerchio e il centro del cerchio, con offset positivo nella direzione verso l'esterno e offset negativo verso l'interno del cerchio.

PCD è il diametro del centro del passo, che è il diametro della circonferenza del CERCHIO centrato sulla ruota e circondato da più fori per le viti, nonché il numero dei fori
Parlato è un dispositivo per proteggere il cerchione e i raggi della ruota del veicolo, la dimensione del diametro della piastra di copertura è vicina alla dimensione del diametro del cerchione, il centro della piastra di copertura ha un foro più grande dell'asse di rotazione della ruota e c'è un foro nella parte della piastra di copertura vicino al bordo e il bordo della piastra di copertura ha una piastra della ruota a forma di anello e la superficie della piastra della ruota può adattarsi strettamente alla superficie del cerchione
L'orlo, comunemente noto come cerchione, è la parte della ruota attorno alla quale è montato il pneumatico. La sua larghezza nominale e il suo diametro nominale sono espressi in pollici. Il simbolo di collegamento al centro (* o -) indica se il cerchio è integro o meno.






Polacco:
Nero lordo

Polacco:
Nero opaco

Polacco:
Flash argento canna di fucile

Polacco:
Blu zaffiro tanzaniano

Polacco:
Bronzo lordo

Spazzola:
Cappotto trasparente rosso caramella

Spazzola:
Cappotto trasparente marrone

Spazzola:
Cappotto trasparente blu

Spazzola:
Rivestimento trasparente bronzo

Spazzola:
Cappotto trasparente nero blu
I nostri vantaggi

1. Grande capacità produttiva: 12000 pezzi al giorno
2. Prezzi molto competitivi: miriamo sempre a occupare più marketing con i migliori prezzi ragionevoli.
3. Controllo di qualità rigoroso: le nostre operazioni di controllo qualità sono rigorosamente condotte in ISO9001, per garantire articoli di buona qualità ai nostri clienti.
4. Elevata consistenza del prodotto : Produzione automatizzata su larga scala.
5. Sviluppo dell'azienda: l'azienda si sviluppa costantemente, ha 30 anni di storia.
6. Possiamo fornirti tutti i tipi di ruote e accessori senza alcun intermediario, il che significa costi più bassi e prezzi competitivi sul mercato.
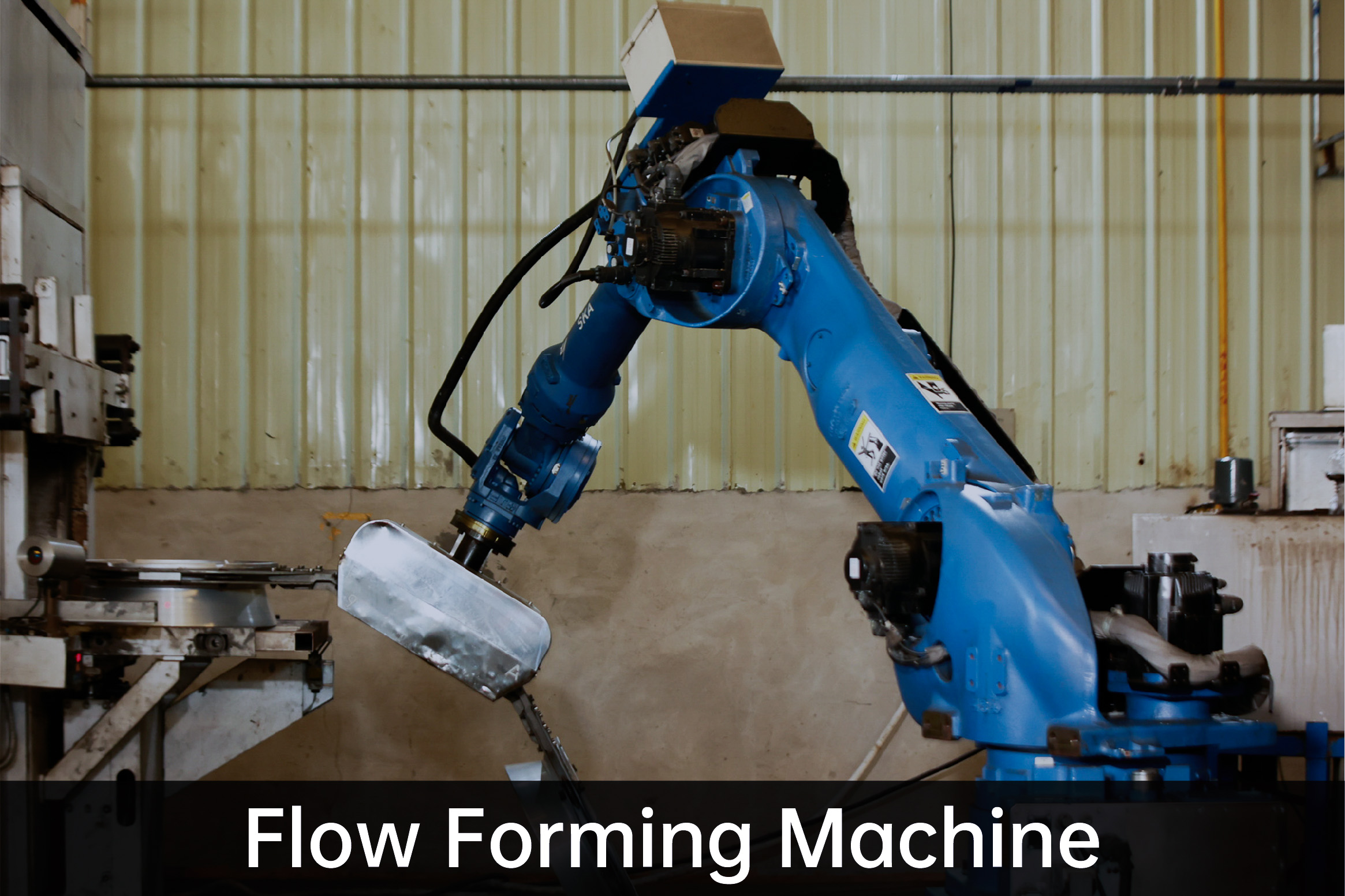
7. Non solo abbiamo la tradizionale tecnologia di colata a bassa pressione, ma abbiamo anche la tecnologia di produzione ad alta resistenza e leggerezza di "colata a bassa pressione + filatura". Manteniamo sempre vari vantaggi tecnologici avanzati nella produzione di ruote in lega di alluminio per soddisfare le esigenze dei clienti e guidare lo sviluppo del settore.

8. La formula dispone di apparecchiature di prova perfette, tra cui macchina per prove sui materiali, tester di durezza, lega di alluminio solido contenente tester quantitativo di scorie, diffrattometro a raggi X, tester di fatica alla flessione, tester di fatica radiale, tester di fatica biassiale, tester di impatto 13 °, 30 ° / Tester di impatto a 90 °, camera di prova in nebbia salina, camera di prova di umidità e calore, ecc., che può eseguire le quattro principali aree di prova delle ruote (test dimensionale, prestazioni del materiale in lega, affidabilità e sicurezza, rivestimento e Abbiamo formato un test completo sistema dall'ispezione in entrata delle materie prime all'ispezione in fabbrica dei prodotti finiti, e le nostre capacità di collaudo spaziano dai test sui materiali e sulle prestazioni ai test dimensionali, di impatto e di fatica, e quindi ai test delle prestazioni del rivestimento delle ruote finite.
9. La nostra azienda ha ottenuto numerosi brevetti in virtù della sua forte forza tecnica: Brevetto per un tavolo di levigatura pulito basato su ruote in lega di alluminio.
10. La nostra azienda si è concentrata sulla qualità, la gestione e la protezione ambientale e ha superato. ISO 9001:2015, IATF 16949, Germania KBA, Giappone VIA associazione ce




GuangChuan adotta le attrezzature avanzate di colata, filatura, lavorazione, verniciatura e ispezione del settore e, allo stesso tempo, è dotata di una piattaforma operativa robotizzata completamente automatizzata e di apparecchiature di collaudo per soddisfare pienamente i requisiti di prodotto dei principali clienti di fascia alta.




Linea di test di bilanciamento dinamico completamente automatico della ruota, adatta per il rilevamento del bilanciamento dinamico e del runout della ruota.
Run out test: misura la dimensione e la fase dell'eccentricità radiale e assiale interna ed esterna della ruota.
Test di equilibrio dinamico: misura la dimensione e la fase dello squilibrio su entrambi i lati.

Più basso è il rapporto piatto del pneumatico, maggiore è il livello di resistenza all'urto della ruota. Più basso è il rapporto piatto, maggiore è l'impatto della strada verso il cerchione. In risposta a questi cambiamenti, JWHEEL utilizza test di impatto a 30° e 13° per misurare la ruota. (Cioè, il test di impatto radiale consiste nel colpire la canna con un certo peso del martello ).
Il test di impatto a 13° utilizza principalmente un martello pesante per colpire la parte in cui il bordo della ruota si collega al pneumatico con un angolo di 13°, in modo da simulare l'impatto che l'auto potrebbe subire durante la corsa su strada, ad esempio rocce o il ciglio della strada. Esistono due criteri per valutare se la ruota deve essere accettata: i raggi non devono presentare crepe penetranti e il pneumatico non deve essere completamente separato dalla canna entro 30 secondi.

Il test in nebbia salina è un test che esamina la resistenza alla corrosione dei prodotti o dei materiali metallici. Utilizza un'apparecchiatura di prova in nebbia salina che crea condizioni ambientali in nebbia salina per rilevare se il rivestimento della ruota è stabile e se ci saranno gocce di vernice, galvanica dissolvenza, o screpolature, ecc.
Lo spettrometro di massa dell'elio viene utilizzato per rilevare la perdita del mozzo. Il gas elio viene utilizzato come gas tracciante. Diverse masse di gas saranno separate in base al rapporto di carica di massa nella camera di spettrometria di massa dello spettrometro di massa. Quindi è possibile ottenere lo spettrogramma di massa del gas tracciante e anche il tasso di perdita del mozzo può essere ottenuto in modo sicuro, quantitativo e rapido.

Prova di tenuta all'acqua - metodo di rilevamento delle perdite di bolle. Il suo principio di rilevamento consiste nel chiudere il lato interno ed esterno della ruota in lega di alluminio con il disco di tenuta attraverso la forza esterna, quindi immergere la ruota e il disco di tenuta in acqua, poiché la ruota in lega di alluminio è chiusa, una parte del gas viene compressa, con conseguente aumento della pressione della cavità interna della ruota. Se il cerchione della ruota presenta un foro di perdita, il gas compresso fuoriesce dal foro di perdita e forma delle bolle nell'acqua.

Indipendentemente dal tipo di metodo di produzione applicato, non possiamo evitare completamente i difetti che possono crearsi durante il processo di produzione. La società JWHEEL scoprirà eventuali hub non qualificati mediante rilevamento a raggi X e quindi eseguirà la rifusione. Solo gli hub buoni al 100% verranno spostati nel processo di produzione successivo.
La ruota, in quanto parte di un veicolo che si muove ad alta velocità e supporta il peso, ha un rapporto vitale con le prestazioni di sicurezza dell'intero veicolo e con la sicurezza di conducenti e passeggeri. Pertanto Jwheel attribuisce grande importanza alla qualità del mozzo.
Ci sono una serie di motivi che possono causare difetti alla ruota di colata. Come controllo delle materie prime non sufficientemente rigoroso, processo di produzione irragionevole, progettazione irragionevole della struttura dello stampo, ecc. I difetti di fusione includono bolle, pori, inclusioni e scioltezza, ecc. Poiché i difetti interni non possono essere identificati ad occhio nudo, i raggi X diventano un buon modo per rilevare la qualità interna della ruota.

Il test di flessione consiste nel determinare la solidità del cerchio e del raggio simulando lo stress sulla ruota quando il veicolo trema. L'intera ruota è soggetta a una forza di flessione rotazionale. Il carico della ruota nel test varia da 500 kg a 720 kg a seconda dei parametri della ruota e il numero di giri non è inferiore a 100.000 giri secondo gli standard del settore. Per la comparsa di uno qualsiasi dei seguenti tre fenomeni, il test sarà determinato fallito. (1) la ruota non può continuare a sopportare il carico (2) Nuove crepe visibili appaiono in qualsiasi parte della ruota (3) Prima di raggiungere il numero di cicli richiesto, l'offset del punto di carico ha superato il 10% del carico iniziale.

Il test di fatica radiale simula le condizioni stradali durante la guida. Installa il mozzo sullo pneumatico per eseguire 500.000 o anche 1.000.000 di rotazioni sulla piattaforma di prova.




Contattaci
Lasciate un messaggio
Consigliato

